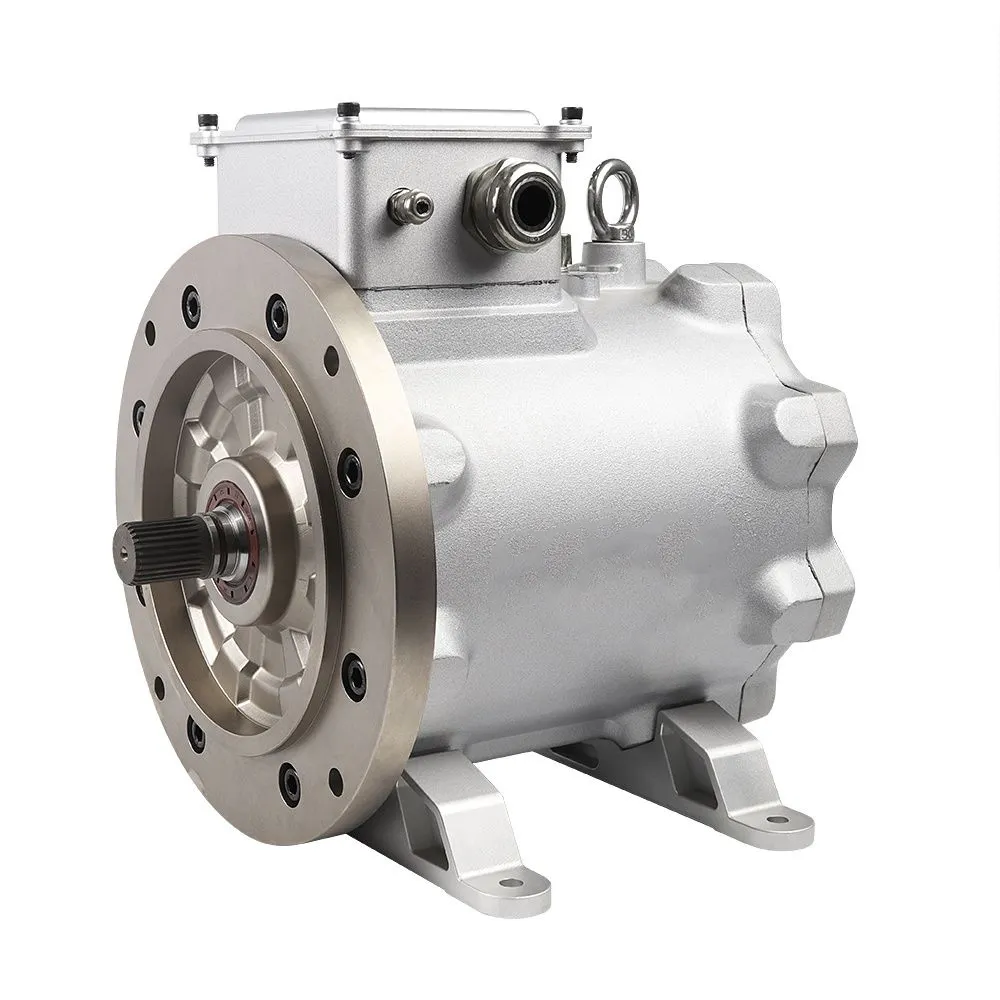
The Role of Explosion-Proof Motors in Hazardous Environments
Amidst sectors that deal with highly volatile chemicals, one cannot ignore the significance of explosion-proof motors. These motors are custom-tailored to operate securely in dangerous settings greatly minimizing the chances of explosions while guara...
View More