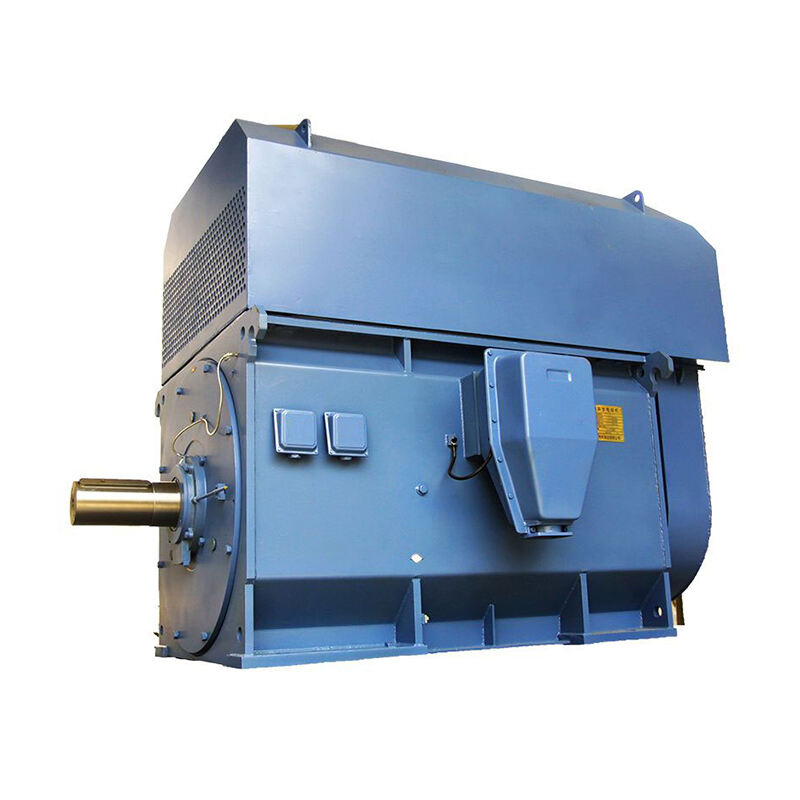


Ang Papel ng Explosion-Proof Motors sa mga Mapanganib na Kapaligiran
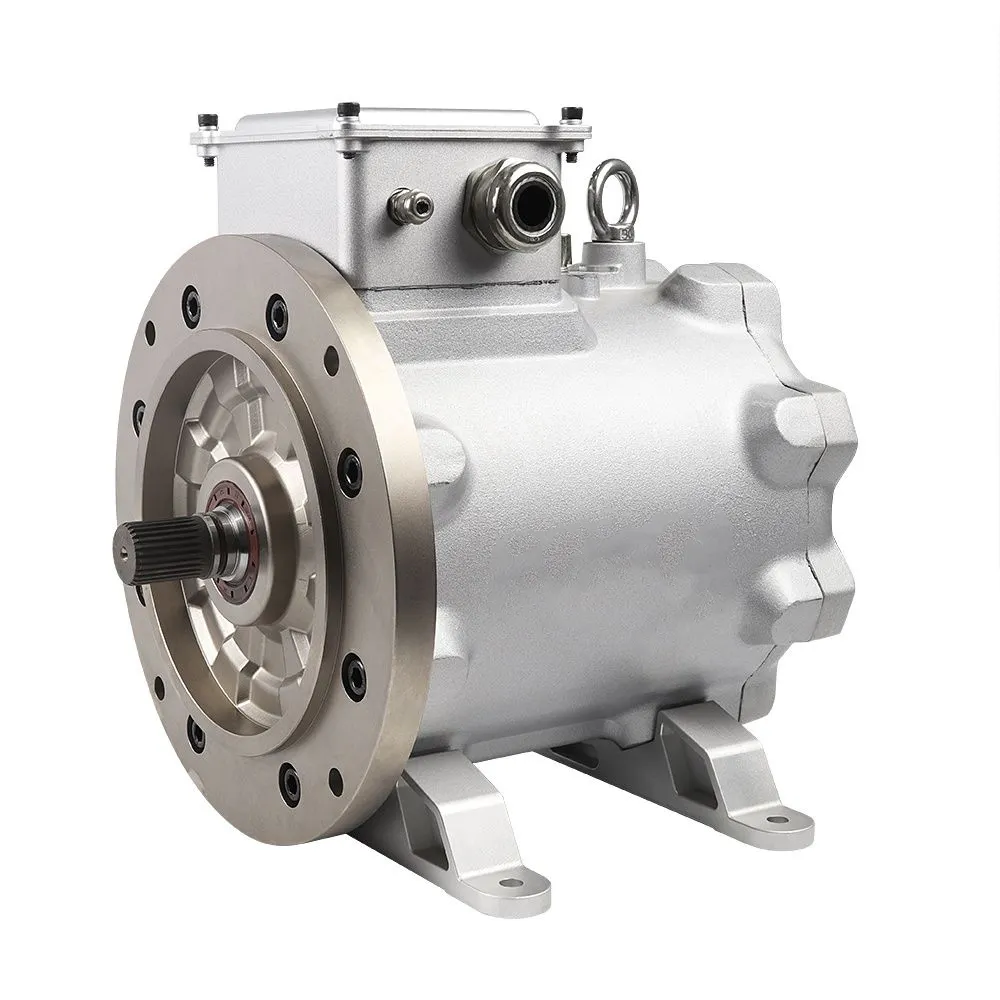
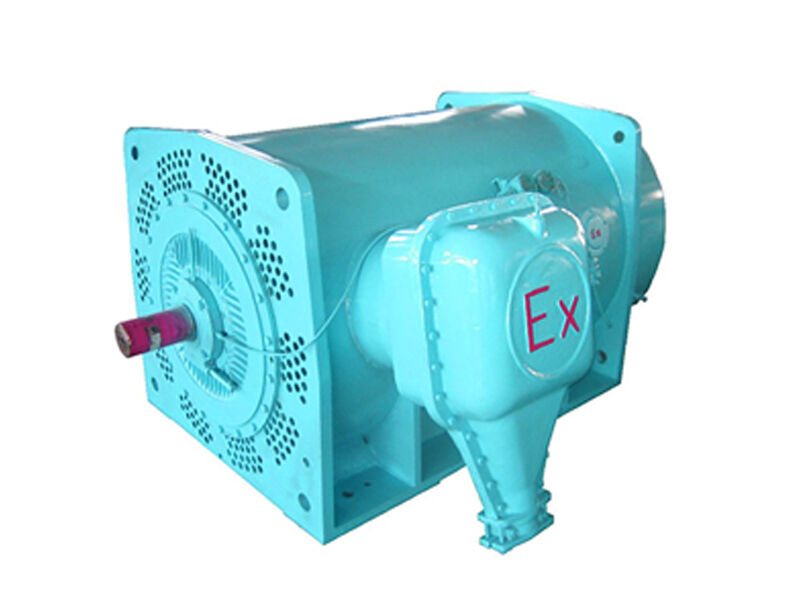
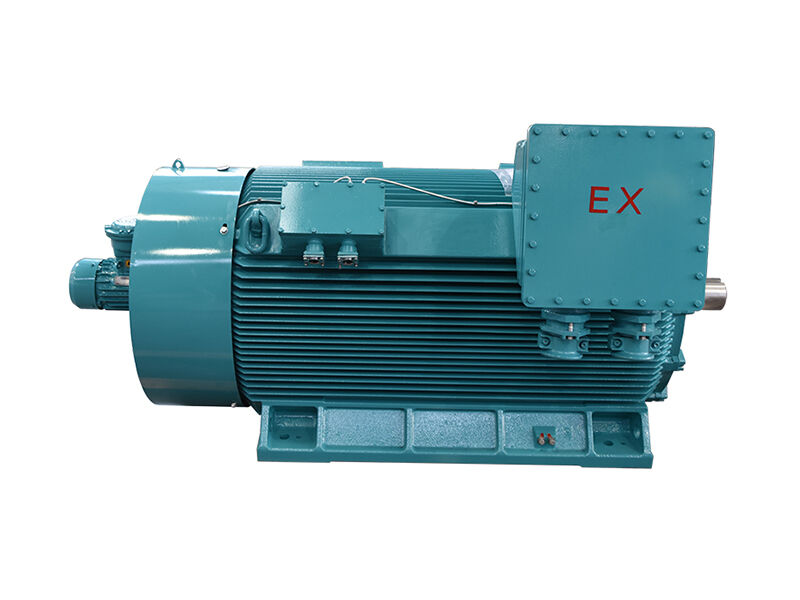
Sa gitna ng mga sektor na humahawak ng mga lubhang pabagu-bagong kemikal, hindi maikakaila ang kahalagahan ng mga explosion-proof na motor. Ang mga motor na ito ay espesyal na dinisenyo upang gumana nang ligtas sa mga mapanganib na kapaligiran na lubos na nagpapababa sa mga pagkakataon ng pagsabog habang ginagarantiyahan...
TIGNAN PA